- ���⾀�����ϻ�ԇ�(y��n)����B(y��ng)�o(h��)..
- ��B믟��͚���ϻ�ԇ�(y��n)�C(j��)��..
- ���⾀�ϻ�ԇ�(y��n)�䳣Ҋ����
- ���_��ԇ�(y��n)�䕺ͣʹ��Ҫ��..
- ������ϻ�ԇ�(y��n)��ʹ��Ҫ����..
- ������ϻ�ԇ�(y��n)�������ı�..
- �a(ch��n)Ʒ���Ʒ�����_����
- ���ԇ�(y��n)��Ʒ������Ҫ��(sh��)����..
- ʲôԭ��?q��)��º�غ��ԇ�?y��n)��..
- �\Մ�ߵ͜�ԇ�(y��n)���ИI(y��)�F(xi��n)�..

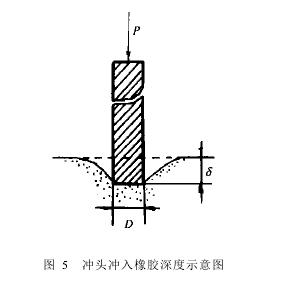
���ƛ_���_��Ŀ���������ܮa(ch��n)���^�õĜ�(zh��n)�����қ_�����ٶ��}�_������������^�ߵ�a�������^�L����ֵ���a��ֵ�����ף�ֻҪ�������߶�H���ɣ��������L��ֵ������P(gu��n)�I����˱�횺������x��M��K��
һ�������_���|(zh��)��
M�Ĵ�С�c���_�|׃�εľ��Զ���ì�ܵģ���ˑ�(y��ng)�M���pС�����_�������a(ch��n)Ʒ���|(zh��)������
�������_�|
һ����ʹ���^�̸���(j��)��ԇ�a(ch��n)Ʒ�ļ��g(sh��)Ҫ��ͨ�^��(sh��)�(y��n)�����xȡ���m�ľ��_������ͨ������ò�ͬ���z�|���˸������z�ľ��_���ܣ��ɲ������N������
(1)ʹ���_�z�|�ęM����e���ڛ_���_�_�^�Ľ��|��e���m��(d��ng)�Ӵ��z�|���
(2)����ͬ���z�|�|ճ����һ��ӹ����κ�ʹ�á�
(3)��pС���z����׃����ɷǾ��ԣ������z�|�������(c��)�氲�b���h(hu��n)�������z�|�ļs���棬ʹ�䄂��׃��һ����r�£����_�z�|��(j��ng)�^1000�Λ_�����|(zh��)��׃���(y��ng)��(d��ng)���¸���
�����_�^��e
���z�|�Ą��Ȟ�K=ESi'(E���z�|����ģ����S����M����e�������係���)����ҊK�cS�����ȣ��������_�^���|��e��С���M�ܹ����_�|(zh��)���������ԑ�(y��ng)�m��(d��ng)����_�^���|��e��(sh��)�H���z�ĄӑB(t��i)����ģ�������o�B(t��i)ģ����ױ��������o�B(t��i)��������ě_�^���܉�M��Ҫ����
�ġ��_�^�Π�
�_�^�ĸ�����r�c�����_�|(zh��)�����_�^���Ԅ����Լ����ٶȳ��m(x��)�r�g�����P(gu��n)ϵ�������_ؓ(f��)�ɲ����^�_�^�ܱڲ���̫����̫�L�_�^�Ľ��|���摪(y��ng)���ɰ����λ��E�A����
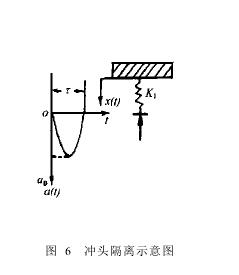
�塢��(sh��)�(y��n)�Y(ji��)��
���ڛ_���_���|(zh��)���^С����ʹ���^������Û_�����ٶȜy���x����(zh��n)�_�O(ji��n)�y�_�����ٶȵ���r�ɈD�������x�����_�|������ٶ�aֵ�SHS�����Ӽ�M�ĜpС�����@��������(d��ng)���_�|�Ǿ���׃�κ��ٶ��������F(xi��n)���l(f��)ɢ���c�����桱�F(xi��n)���@�N�F(xi��n)�����Дྏ�_�|�Ǿ���׃�ε�����ͬ�r�l(f��)�F(xi��n)������ٶȵ�ֵ�������^����׃����������ͬ�ľ��_�|�в�ͬ����ֵ�����_�|�ď��Ԅ����Ǹ�׃��ֵ����Ҫԭ����ʹ���^���У��{(di��o)������߶Ⱥ;��_�|�ď��Ԅ������{(di��o)��(ji��)�_��(sh��)����Ҫ������http://www.xintiancheng.cn
