- ���⾀�����ϻ�ԇ�(y��n)����B(y��ng)�o(h��)..
- ��B믟��͚���ϻ�ԇ�(y��n)�C(j��)��..
- ���⾀�ϻ�ԇ�(y��n)�䳣Ҋ(ji��n)����
- ���_��ԇ�(y��n)�䕺ͣʹ��Ҫ��..
- ������ϻ�ԇ�(y��n)��ʹ��Ҫ����..
- ������ϻ�ԇ�(y��n)������(l��i)�ı�..
- �a(ch��n)Ʒ���Ʒ�����_����
- ���ԇ�(y��n)��Ʒ������Ҫ��(sh��)����..
- ʲôԭ��?q��)��º�غ��ԇ�?y��n)��..
- �\Մ�ߵ͜�ԇ�(y��n)���ИI(y��)�F(xi��n)�..

����������Ͳ�wͬ�]���������������������ǧ�C(j��)�������һ��ͬ����M�㏊(qi��ng)�Ⱥ̈́��ȵ�Ҫ������������̓����^(gu��)�̵�ؓ(f��)����B(t��i)�r(sh��)�����ó��F(xi��n)׃�άF(xi��n)����ļӏ�(qi��ng)һ���ڴ�������ʾ�ľW(w��ng)��Y(ji��)֩�����еļӏ�(qi��ng)����Դ�������ʾ�ı�䓣�Ҳ�Ʉ����~����䓵��������ϣ��ӏ�(qi��ng)����g�������(j��)���w��Ӌ(j��)����Ӌ(j��)��_����
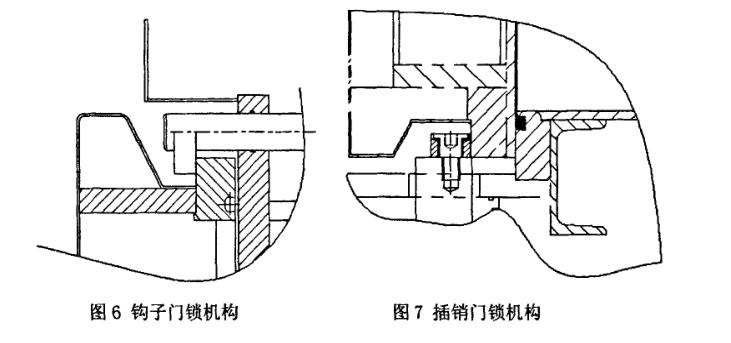
��ͨ��əC(j��)�ĸ���������ֻ�ڃ����^(gu��)���г���ؓ(f��)��������i�o���^���ף�ֻ�����T(m��n)�q朵���һ��(c��)���b�ɂ�(g��)�ֱ��A(y��)�o�£����ɵĕr(sh��)��ȿ����≺������F�����i�o�����������͵ă��əC(j��)���HҪ����ؓ(f��)���������ڜ���r(sh��)߀Ҫ����o 132MPa���ϵ����������ݣ������r(sh��)��Ҫ�����Ƀ�(n��i)����ĉ��������ã��������T(m��n)�i�o�C(j��)��(g��u)���O(sh��)Ӌ(j��)���@�ķdz���Ҫ��ֱ��ܽϵ���C(j��)��ʹ���^(gu��)�̵İ�ȫ��Ŀǰ���əC(j��)����i�o�b������F�N���ֱ��Ͳ��N�T(m��n)��
�����ֱ��T(m��n)������11�����ܰ��b��ͬ��(sh��)���ֱ������ֱ��Ĕ�(sh��)�����(j��)��Ĵ�С�����(n��i)�ĉ���Ӌ(j��)��������@�N�Y(ji��)��(g��u)���i�o�b����麆(ji��n)�Σ����������i�o��ȫ���˞��ք�(d��ng)�M(j��n)�У���(du��)�����ˆT�����w�lʲҪ���^�ߣ��˙C(j��)���r(sh��)��픲��ֱ����i�o1�����㣮����������͙C(j��)���Ŀ��ƹ��̎�o(w��)���ºͼ��g(sh��)������������㲻���܂�(g��)�ˣ������ͨ���õ�Ԓ�п��܌�(du��)�o(w��)�����Ĕf���ˆT���Σ�U(xi��n)�����Դ˷N�Y(ji��)��(g��u)�F(xi��n)��ʹ���^�٣�����һ��x������С���ęC(j��)�����^�ӺͲ��N�t�ǬF(xi��n)�ڱ��^�����ăɷN�i��ʽ����D6����7��ʾ���˃ɷN�T(m��n)��ʽ�mȻ����ԭ��������ͬ�����䱾�|(zh��)����ͨ�^(gu��)����(q��)��(d��ng)�����^�ӻ���Nͬ�r(sh��)��(d��ng)�����Ԍ�(sh��)�F(xi��n)���T(m��n)���i�o���_(k��i)���������ڿ��_(k��i)�T(m��n)�Y(ji��)��(g��u)���҇�(gu��)������������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡��еĵ�49�l��(du��)�����������_(k��i)�T(m��n)�İ�ȫ���Ќ��T(m��n)��Ҏ(gu��)���������^���T(m��n)�Ͳ��Nl��j�IJ�����������һ��������(li��n)�i����ϵ�y(t��ng)��
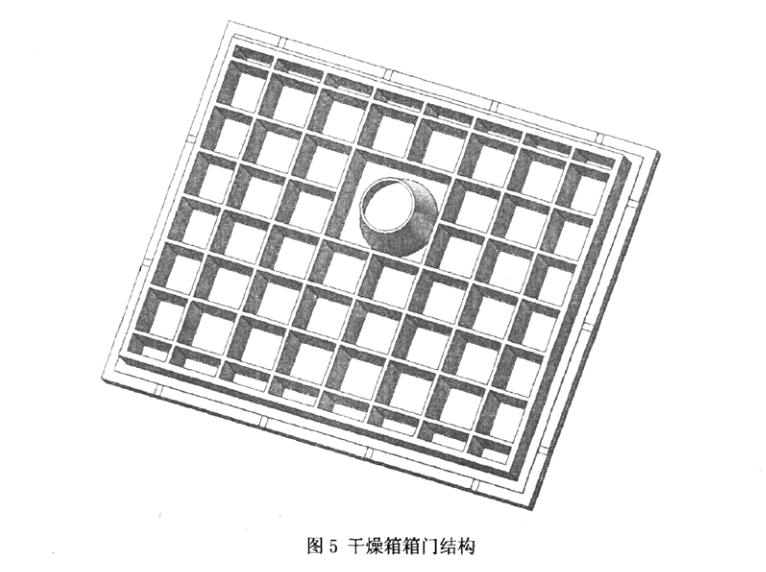
�R���ǃ��ɕr(sh��)���Ã�����Ʒ�IJ�����������Ʒ�ĸ������A�^(gu��)����Ҫ����ͨ�^(gu��)���ƔR��Ĝضȁ�(l��i)��(sh��)�F(xi��n)�ģ����ԔR���O(sh��)Ӌ(j��)�ĺÉ�ֱ��Ӱ푵�������Ʒ���|(zh��)���ͳ�Ʒ�ɷֵľ����ԡ��R��ļ��g(sh��)Ҫ����O(sh��)Ӌ(j��)Ҫ�c(di��n)��
(1)����❍����ֲڶ�С��0.51xm��
(2)����ƽ����С��1mm��m��
(3)�Ѓ�(n��i)��������С��0��3Mpa�������ď�(qi��ng)�Ⱥ̈́��ȣ������r(sh��)�o(w��)�@��׃�Ρ�
(4)�R�幤���ضȷ���+125һ-55��C��
(5)��(w��n)�����A�r(sh��)������ز�ܡ�1��C��
(6)�R��ɂ�(c��)�ͺ��摪(y��ng)�O(sh��)�Ùn�塣������ƷÓ�x�R�塣
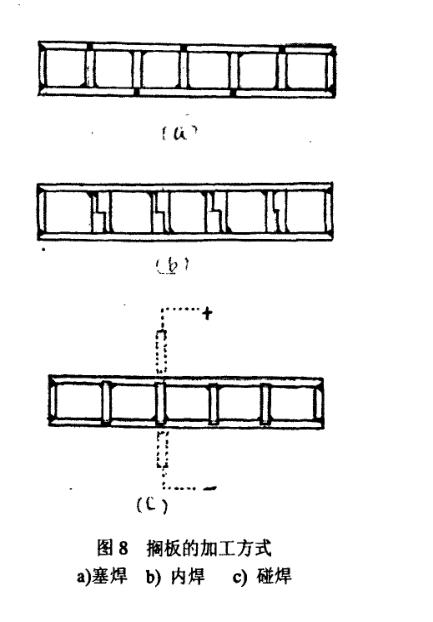
Ŀǰ�R�尴����������Ҫ�֞�����ʽ����(n��i)��ʽ������ʽ3�N����D8a��b��c����ʾ��(a)�顰��������������(d��o)�����l����(w��n)�طքe�������w�����w���ϣ���(g��u)�ɃɉK�Π����Ʒ����෴�Ď���(d��o)������w�塣��������(du��)���γɌ�(d��o)��ͨ�������w�����c��(d��o)�����l����(y��ng)λ��ÿ��һ�����x�@һ��(g��)�ף�����ķ������w���c���l��������(l��i)���@�N��ʽ���ӕr(sh��)�����^���y��������ӏ�(qi��ng)���^�y���C����������Ͼֲ��ӟᣬ������ɟ�׃�Σ��R���ƽ�����y�Ա��C���D(b)�nj�ÿ����(d��o)�����l�ƳɃɸ��Ƕ�ϵĸ��l���քe���������w���ϣ��ɃɉK���Ƶ��w�壬��������(du��)Ƕ�Ϻ��ٌ���߅������һ�ɡ����ڃ��w��M��ǰ׃�����ƶ������෴���M������׃�������������һЩ���������׃���^С���ҏ�(qi��ng)�Ⱥã�������ˇ�^��(f��)�s���Dc)�nj����l�քe���ڃɵװ��ϣ��ƳɽY(ji��)��(g��u)������������෴�ĵװ塣��������(du��)������һ���ô������躸����������������෴�ĵװ壬��������(du��)������һ���ô������躸��������(l��i)���˷N�Y(ji��)��(g��u)���濂��׃��Ҳ�^С���Ԅ�(d��ng)���̶��^�ߣ���һ�N�^�����M(j��n)�ļӹ������������������c(di��n)̎�������ۻ�����s��R��������а��ӣ������˱���ƽ���ļӹ��������⣬�������c(di��n)�����܃�(n��i)����߀�����׃��������֮���c(di��n)�������^С�����Ҫ���������������c(di��n)��http://www.xintiancheng.cn
