
���S��ƣ�ڏ��Ȳ��H�Hȡ�Q���������S�IJ��ϣ�ͬ�r߀�ܵ�ë���ӹ����������S�Cе�ӹ����ȡ���̎����ˇ������̎���������T������Ӱ푣��z��f�����������ʣ�������Ƿ������ֱ�Ӻ�����Ч�ķ��������S�����ƣ�ڏ���ԇ�@Ҳ������C��Փ���������_�ԡ����������x�����������ÈD6-8��ʾԇ����̣����Ȍ������S�քe�M��500��1000��3000С�r�l�әC�_����ԇȻ����ԇ������S�سɆιգ��M�Іι�ƣ��ԇ���ԇ�Y���M�з�����
�l�әC�_��ԇ�һ�㰴�Շ��Ҙ˜��M�У��ɿ���ѭ�hԇ��B�m������С�r��1000С�r���ɿ���ѭ�hԇ��аl�әC��ʹ�Ï����h�h������܇���ճ�ʹ�ã����1000С�r�ɿ���ѭ�hԇ��İl�әC�\�D���H�ஔ����܇�����30�f����xȡ���^500��1000��3000С�r�l�әC�_��ԇ������S����ƣ��ԇ��Ʒ���õ����S�O�ޏ��غͰ�ȫϵ�����Á��Д����S���ۺ��Ƿ�����Á������졣
һ���°l�әC���Sƣ�ڏ���ԇ�
1��ƣ��ԇ��
ƣ�ڏ���ԇ����늄��C��ʽԇ��b�ã�����܇�ИI�˜�ԇ��O�䡣ԇ�������S�Ćιա�����ͬ�đT�Ԕ[�ی��Q�ع̶������Sԇ���ɂ����S�i�ϣ��cԇ����ͬ����һ���C��ϵ�y��늄Ӽ�����ͨ�^�ƗU�c����һ�[�����B��������һ�����l�ʣ�����ϵ�y�Ĺ����l�ʣ��ͷ��ȼ���ϵ�y��ӕr���[�۵đT�������a�������ؾ�ʩ�ӵ�ԇ���ϡ���ӳ�d�ɴ�С��푑���̖�ɷ�������һ�[���ϵļ��ٶ�Ӌ�o������늺ɷŴ�����������ӿ����������γɼ��ٶȵ�ģ�M�]�h���ƻ�·��ʹ�d�ɷ�����ԇ��б��ֺ㶨����ϵ�y�Ĺ����l����ԇ���ļs���l����׃���_�ѵ�ԭ����l��׃���r����·߀���Ԅ�����ָ����̖�l�ʣ�ʹ֮�cϵ�y��ǰ�Ĺ����l����ȣ��_��ϵ�yʼ�K̎�ڹ����B��ʹ�����ĭh·���κ���r�¶���������������ϵ�y�Ĺ����l���½����A��ֵ�r��ԓֵ�cijһ�Ѽy�L��������������ԇ������A����ѭ�h�������d�ɷ��ȳ��^Ҏ�����ȕr�����Ɔ�Ԫ���ԄӽKֹԇ�°l�әC���S�IJ��Ϟ�48MnV���{�|䓣����S�����ë�����S�i���A�ǸБ����ԇ����ij�Ʒ���S�Ͻ�ȡ�Ćιգ�ȡ���2��4��6�����M��ԇ������̖�顰-2������-4���͡�-6������Ӌ14���ιա�������ԇ���B�U�S�i�ɂȈA�������̎���N��һ��С�đ�׃Ƭ���NƬ�ķ���ƽ�������S�S�����Ԝy��ԇ���ڄ��d�µď�����������׃��̖��һ�_�o�ӑB��׃�x�Ŵ����һ�K�ֱ��ʞ�0��1mV�Ĕ���늉����xȡ��
���S����ƣ��ԇ���һ�_늄��C��ʽƣ��ԇ��b�����M�У��d�ɞ錦�Q�����Ҳ������d�l�ʼs90Hz��ԇ�ǰ��ϵ�y���d���M���˘˶����˶�������ʹ�õ��d�ɷ����ȣ����ص������`�����1��5%�����������y��ԇ����ƣ�ژO�ޏ��ء�ԇ��ѭ�h������107�ܴΡ����xϵ�y�Ĺ����l���½�1Hz��ԇ��ʧЧ���������Ѽy�L�ȼs20mm��
�����l�әC500С�r��1000С�rԇ�����S��ƣ�ڏ���ԇ�
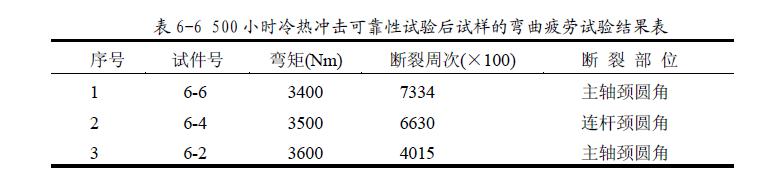
�y���l�әC500С�r���_���ɿ���ԇ������S����ƣ�ڏ��ȡ�ԇ���齛500С�r��1000С�rԇ����յ����S�����Ϟ�48MnV���{�|䓣��S�i���A�ǸБ����ȡ���2��4��6�����M��ԇ������̖�顰-2������-4���͡�-6������Ӌ3���ιա����S����ƣ��ԇ���d�ɞ錦�Q�����Ҳ������d�l�ʼs��60Hz��ԇ�ǰ��ϵ�y���d���M���˘˶����˶���ʹ������ʹ�õ��d�ɷ����ȣ����ص������`��С��1��5%��ԇ��ѭ�h������107�ܴΡ���ԇ�����F���Ѽy�L�ȼs20mm��ϵ�y�Ĺ����l���½�0��8Hz�r��ԇ��ʧЧ�����^�l�әC500С�rԇ������S����ƣ�ڏ���ԇ�Y��Ҋ��6-6��
�������Sƣ��ԇ�Y���cӑՓ
��500С�r���_���ɿ���ԇ���1000С�r��3000С�r�ɿ���ѭ�hԇ���ԇ���^�٣�ԇ�Y�����ܕ���ƫ�������׃��څ�ݺ�������O�ޏ����S���S�_����ԇ�ĕr�g�����pС�����_��ԇ�r�gԽ�L���ι�ԇ�õ��ĘO�ޏ���ԽС����׃������С�����1000С�r���S�_����ԇ��ஔ�����S��һ���������ڣ����Ա���ԇ�ĽY�����������Sƣ�ډ������ٿ��ԾS�������������ڣ�����Փ�Ͽ����������������ϡ��@����ՓӋ��ĽY�����Ǻϣ�����������ƣ�ډ���ģ�ͺ͉����A�y�����_�ԡ�
�������l�әC���S������ǰ��ĉ����M���˹��㡣ֻҪ��֪�������ԡ��d�ɡ��ֲ����������x��������ƣ�ړp��ģ�ͣ�������A�y������ƣ�ډ����������ā�Դ�������x���W·����http://www.xintiancheng.cn
